God kjemisk motstand ovenfor mineraloljer og fett, hydrauliske oljer H, HL, HLP, brannsikre hydrauliske trykkvæsker HFA, HFB, HFC til ca. +50°C og vann til maksimalt +80°C.
Funksjon
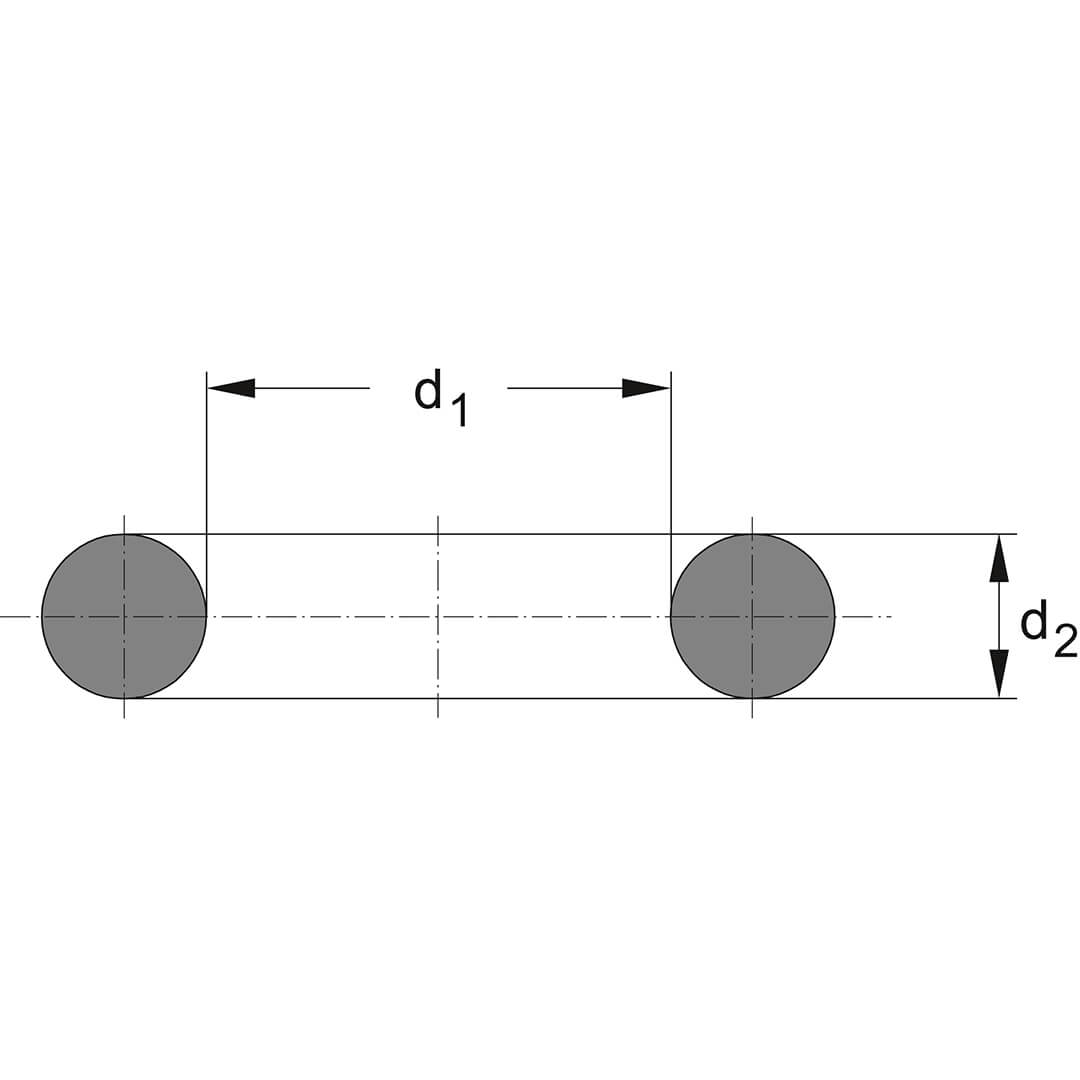
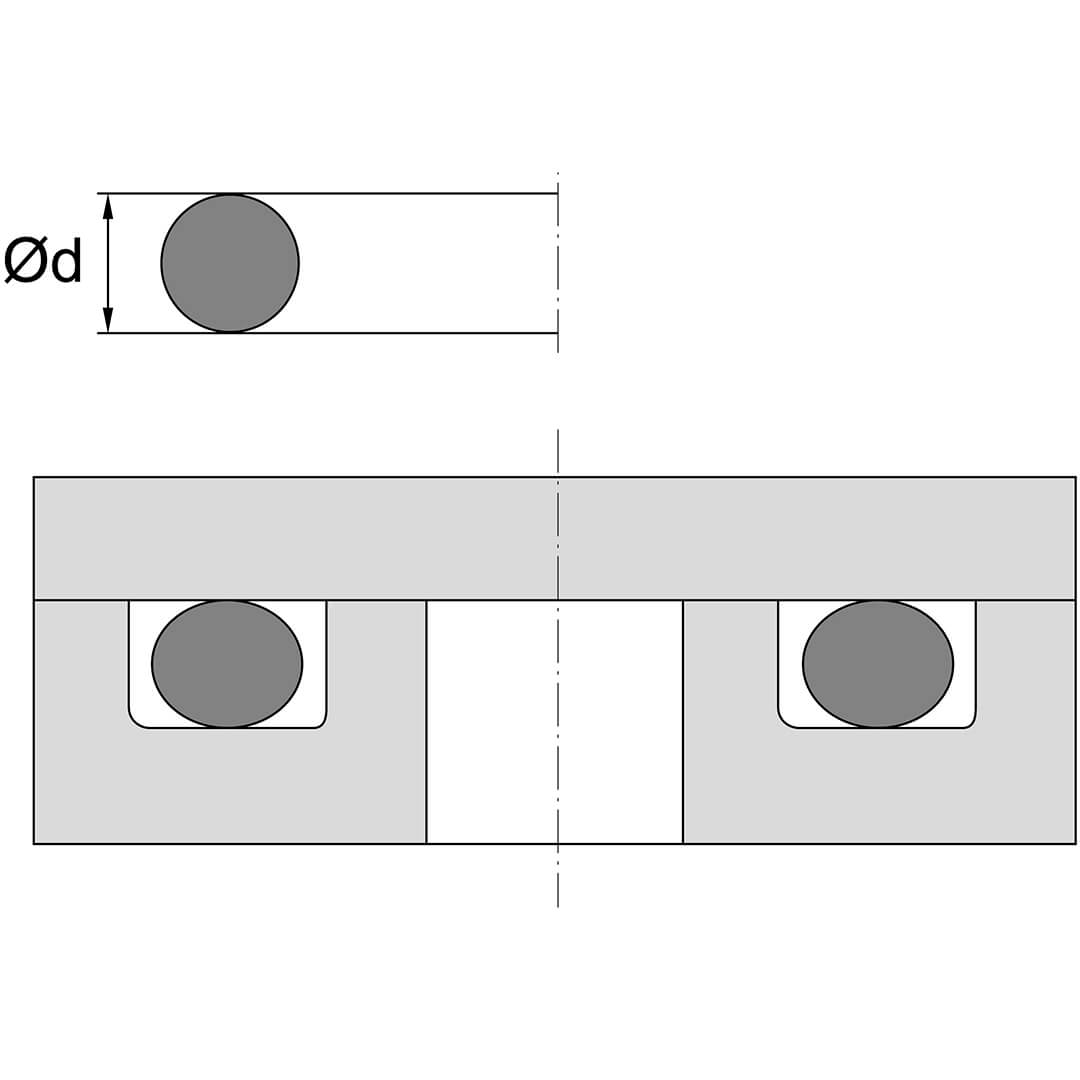
O-ringer er lukkede sirkulære ringer med sirkulært tverrsnitt. De er laget gjennom vulkanisering fra formverktøy som en komplett ring. Tetningsfunksjonen til o-ringen oppnås ved deformasjon av tverrsnittet når den er installert og komprimert i huset. O-ringen kan komprimeres enten radielt eller aksialt i installasjonshuset.
Applikasjoner
O-ringer brukes hovedsakelig til å tette ikke-bevegelige maskin- og systemkomponenter (statisk) og medier i væske- og gassform, feks. flens- og deksel, gjengede rørforbindelser og sylinderhodet og sylinderbunnen for hydrauliske sylindre. Under visse forhold er det også mulig å bruke o-ringer med frem- og tilbakegående, bevegelser (dynamisk). O-ringer brukes i mange sektorer, for eksempel innen hydraulikk, pneumatikk, vakuumapplikasjoner, armaturindustrien , bilindustrien og innen anlegg og maskinteknikk.
Valg og design
For å sikre god tetningseffekt bør o-ringer velges med størst mulig tverrsnitt. Hardheten til det valgte o-rings materialet avhenger av trykk, spalter, type tetning (statisk/dynamisk) og overflatekvaliteten til maskindelene. NBR 90 med materialhardhet på 90 Shore A velges ved høyere trykk. Det bør også tas nøye hensyn til riktig kompresjon, og fyllningsgrad.